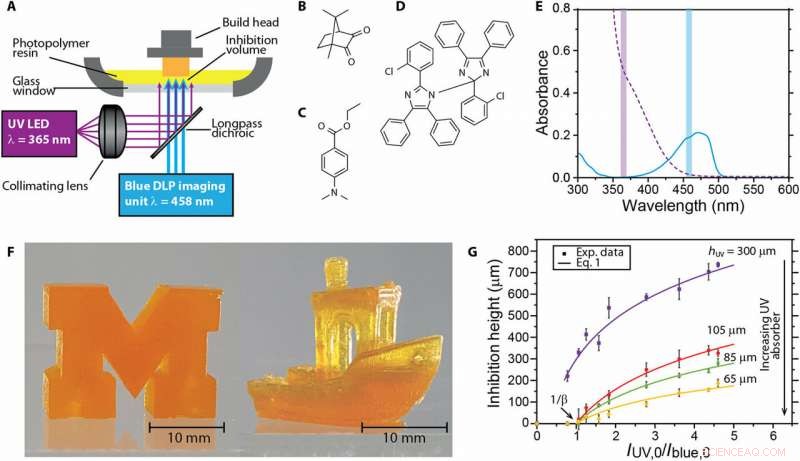
(A) Configuración óptica para SLA de dos colores mediante fotopolimerización y fotoinhibición simultáneas. Cerca de UV (365 nm) se superpone sobre azul estampado (458 nm) con un espejo dicroico y se proyecta a través de una ventana transparente en una cuba de resina fotopolimerizable. Estructuras de (B) fotoiniciador CQ, (C) co-iniciador EDAB, y (D) fotoinhibidor o-Cl-HABI. (E) Espectros UV-visible de CQ (línea azul continua) y o-Cl-HABI (línea violeta discontinua) en tetrahidrofurano (THF). Las longitudes de onda azul y UV utilizadas por el sistema AM de dos colores están resaltadas por las barras verticales violetas y azules, respectivamente. (F) Bloque sólido M (izquierda) y remolcador [modelo detallado en (31)] (derecha) impresos utilizando el sistema de estereolitografía de fotopolimerización / fotoinhibición de dos colores a 500 y 375 mm / hora, respectivamente. (G) El espesor del volumen de inhibición de la polimerización se ve afectado por las relaciones de intensidad variables de las longitudes de onda de irradiación incidente (IUV, 0 / Iblue, 0) y absorbancia de resina (hUV). Crédito: Avances de la ciencia , doi:10.1126 / sciadv.aau8723
Impresión tridimensional (3-D), también conocida como fabricación aditiva (AM), Puede transformar un material capa por capa para construir un objeto de interés. La impresión 3D no es un concepto nuevo, ya que las impresoras de estereolitografía existen desde la década de 1980. La amplia disponibilidad y rentabilidad de la tecnología ha permitido una variedad de aplicaciones modernas en ingeniería biomédica.
Sin embargo, el proceso contemporáneo de fabricación de aditivos por capas es lento e impacta en la tasa de fabricación de objetos para objetos con superficies estriadas. La impresión estereolitográfica continua puede superar los límites aumentando las velocidades de impresión para generar objetos con superficies lisas. Ahora escribiendo en Avances de la ciencia , Martín P. de Beer, Harry L. van der Laan y sus colaboradores demuestran un nuevo método para la fabricación de aditivos estereolitográficos (SLA) rápida y continua en una sola toma mediante la interconexión de la materia prima con dos longitudes de onda de luz.
Los científicos de materiales desarrollaron un método utilizando dos fuentes de luz; una para solidificar la resina y otra luz ultravioleta para evitar que la resina se cure en la ventana del dispositivo durante la fabricación del objeto. Una zona sin solidificación no deseada (volúmenes de inhibición) permitió el uso eficiente de resinas y aumentó la velocidad de impresión 3D en una sola exposición. en contraste con las capas, Fabricación convencional. Una variedad de materiales, incluidos los termoplásticos, se han utilizado resinas poliméricas y polvos inorgánicos como medios para la fabricación de aditivos (AM), con una variedad de métodos que incluyen extrusión de material, para la fusión en lecho de polvo y el chorro de aglutinante. En particular, La AM estereolitográfica (SLA) fue de interés en el estudio, ya que se basa en una fuente de iluminación con patrón para curar secciones transversales de una geometría deseada.
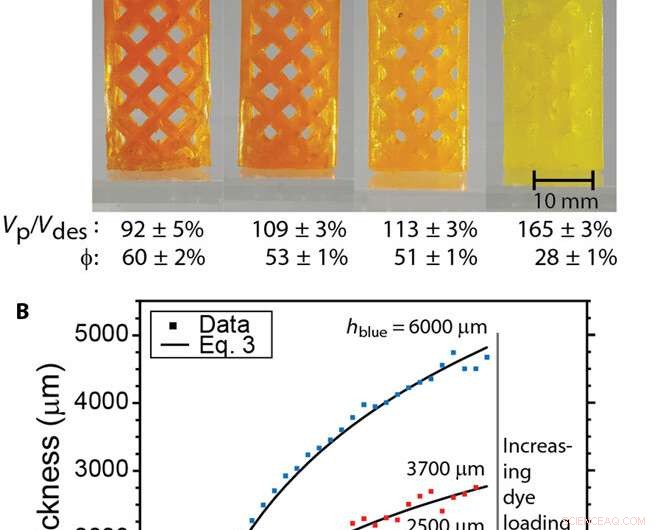
Rápido, AM continua con fotoiniciación y fotoinhibición de dos colores. (A) Modelos Argyle impresos mediante fotoinhibición para permitir la impresión continua, con el porcentaje vacío (φ) y el volumen de la parte impresa (Vp) en relación con la parte diseñada (Vdes) que se muestra debajo de cada parte. El vacío diseñado fue φ =57%. (B) Espesor curado versus dosis de luz azul para cuatro formulaciones de resina a base de acrilato preparadas con diferentes cargas de tinte absorbente de azul (Epolight 5675). (C) Velocidades máximas de impresión vertical alcanzables para diferentes alturas de absorbancia de azul. Toda la impresión se realizó con Iblue, 0 de 110 mW / cm2 y IUV, 0 de 130 mW / cm2, con hUV de 125 μm. Crédito: Avances de la ciencia , doi:10.1126 / sciadv.aau8723
En el estudio, de Beer y Laan et al. desarrolló un sistema de AM que podía imprimir continuamente, a velocidades lineales relativamente altas para formar estructuras tridimensionales en una sola exposición. La configuración experimental incluyó un cabezal de construcción extraído hacia arriba de una resina fotopolimerizable y dos fuentes de iluminación con ópticas operando a diferentes longitudes de onda (365 nm y 458 nm). En la configuración experimental, la iluminación modelada pasó a través de una ventana de vidrio transparente desde abajo e inició la polimerización de la resina.
La iluminación con una segunda longitud de onda inhibió el proceso de polimerización inmediatamente adyacente a la ventana de vidrio para permitir un funcionamiento continuo al eliminar la adhesión del polímero al vidrio. De Beer y col. alcanzó velocidades de impresión de hasta dos metros por hora utilizando un proceso compatible con una variedad de resinas, incluidos los acrilatos, metacrilatos y éteres vinílicos. Al variar la intensidad de la luz por píxel, el sistema también podría realizar el modelado de la superficie del material en una sola exposición de la capa, sin traducir el escenario.
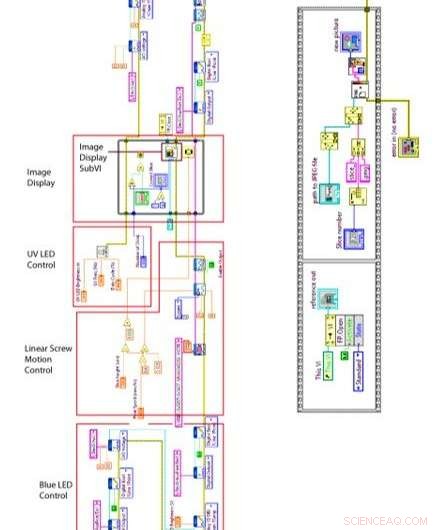
Diagrama de bloques del VI LabVIEW 2014. (A) El diagrama de bloques utilizado para la impresión continua. Los controladores LED azul y UV, Generador de señales, y la generación de imágenes se controlaron usando este VI durante la impresión. (B) El sub-VI de visualización de imágenes para proyectar imágenes. Crédito: Avances de la ciencia , doi:10.1126 / sciadv.aau8723
Una característica única de los experimentos desarrollados por de Beer et al., fue el logro de un patrón volumétrico utilizando un sistema multicolor para el inicio e inhibición de la polimerización fotoquímica. Para resinas fotopolimerizables, los científicos utilizaron canforquinona (CQ) y benzoato de etil-4 (dimetilamino) (EDAB) como fotoinitador y co-iniciador visible. Para el fotoinhibidor utilizaron bis [2- (o-clorofenil) -4, 5-difenilimidazol] (o-Cl-HABI).
En el proceso, polimerización fotoquímicamente activada de una longitud de onda, mientras que una segunda longitud de onda inhibió esa reacción después de formar la geometría deseada. Para controlar el espesor del volumen de inhibición de la polimerización adyacente a la ventana del dispositivo, los científicos variaron la proporción de intensidades de luz de las dos fuentes de iluminación usando el software LabVIEW personalizado. Por diseño, Por lo tanto, la polimerización podría ocurrir continuamente por encima de la región para la impresión de objetos, evitando la adhesión perjudicial de la ventana.

Fotoiniciación selectiva por longitud de onda y fotoinhibición de radicales mediadas, fotopolimerización de crecimiento de cadena. Los monómeros examinados incluyen (A) diacrilato de etoxilato de bisfenol A (BPAEDA; n =4), (B) dimetacrilato de trietilenglicol (TEGDMA), (C) bisfenol A glicerolato dimetacrilato (bisGMA), (D) éter divinílico de trietilenglicol (TEGDVE), y (E) N- (n-propil) maleimida (NPM). Conversión de alquenos frente al tiempo para formulaciones de resina (F) BPAEDA, (G) bisGMA / TEGDMA, y (H) TEGDVE / NPM (conversiones de éter vinílico y maleimida indicadas por líneas continuas y discontinuas, respectivamente) bajo irradiación continua con exclusivamente 470 nm @ 100 mW / cm2 (línea negra, cuadrícula), 470 nm a 100 mW / cm2 y 365 nm a 30 mW / cm2, (línea roja, círculos), y 365 nm @ 30 mW / cm2 (línea azul, diamantes). Crédito: Avances de la ciencia , doi:10.1126 / sciadv.aau8723
Los científicos utilizaron DesignSpark Mechanical 2.0 o Autodesk Fusion 360 para diseñar modelos para la impresión 3-D y exportarlos como archivos STL (formato de archivo creado en sistemas 3-D). Para crear cortes de imagen a partir de los archivos STL, utilizaron la función de corte en Autodesk Netfabb 2017. Durante la impresión, mostraron los cortes de la imagen al mismo tiempo mientras movían el cabezal de construcción usando LabVIEW VI. La velocidad máxima de impresión para velocidad continua e impresión continua dependía de la intensidad de la longitud de onda de inicio e inhibición y la cantidad de energía requerida para curar la resina. como se deriva del estudio. Como prueba de principio, de Beer y col. piezas impresas a velocidades de aproximadamente 2 m / hora para crear estructuras de rombos. Después, los científicos enjuagaron las partes impresas en isopropanol para eliminar la resina sin curar.
Para caracterizar los productos 3-D, de Beer et al, utilizó un picnómetro de gas para medir el volumen de las piezas impresas en 3-D. Durante los experimentos, los científicos colocaron una masa de muestra en una celda de muestra cilíndrica, que fue sometido a presión con gas helio a partir de entonces. Luego, al liberar la presión, pudieron expandir el volumen de gas helio, que se convierte al volumen de la muestra. De manera similar, los científicos realizaron experimentos para determinar la fracción de gel de las muestras preparadas mediante una impresión 3D rápida y continua.
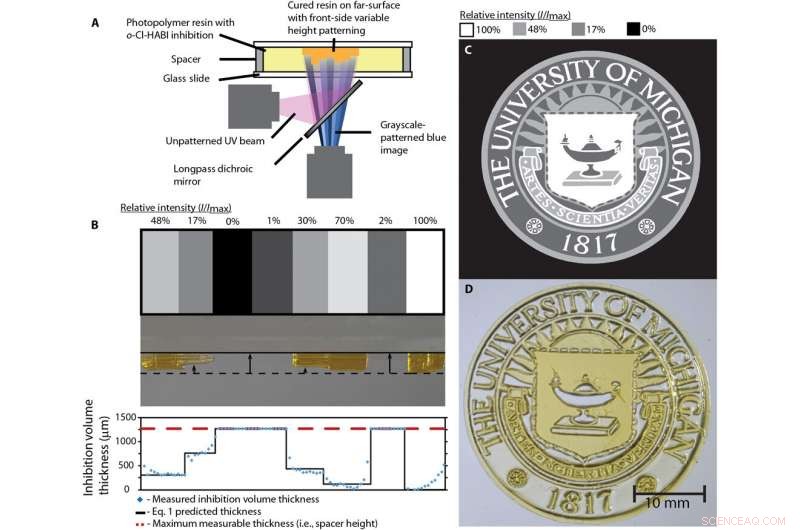
La fotoiniciación y la fotoinhibición de dos colores permiten controlar, Patrones de superficies lejanas de estructuras 3D complejas. (A) Configuración utilizada para la impresión con patrones de intensidad. (B) El uso de imágenes de intensidad variable permite el ajuste de IUV por píxeles, 0 / Iblue, 0, produciendo variación en la altura de inhibición y, por lo tanto, topografía de la pieza impresa. (C) Imagen de intensidad de cuatro niveles del sello de la Universidad de Michigan. (D) Pieza de espesor variable producida por una sola exposición con patrón de intensidad. Crédito: Avances de la ciencia , doi:10.1126 / sciadv.aau8723
En el sistema de fabricación, de Beer et al controlaron la profundidad a la que penetraba la luz y finalmente curaron la resina controlando la absorbancia azul de la resina, que se derivó en el estudio. El proceso de fotoiniciación y fotoinhibición descrito en el estudio fue transferible a una variedad de clases de monómeros para su uso en la configuración. Las técnicas y los resultados observados en el estudio son actualmente inalcanzables con métodos contemporáneos. Los estudios anteriores solo pudieron lograr la irradiación de dos colores para la subdifracción y la fotolitografía de escritura directa utilizando diferentes sistemas de fotoinitadores e inhibidores, a los detallados en la actualidad.
Además, de Beer y Laan utilizaron irradiación de intensidad variable para producir materiales curados con intrincadas características topográficas de la superficie en un solo paso. Esto permitió una rápida generación de productos personalizados, al tiempo que se eliminan los múltiples y laboriosos pasos que se suelen utilizar en la microfabricación. De este modo, La aplicación de sistemas de longitud de onda múltiple a SLA demostrada en el estudio forma una nueva dirección en la fabricación de aditivos asistida por luz. Además del control de polimerización volumétrico detallado en el contexto, los científicos prevén que el sistema de dos colores puede permitir la fabricación rápida de piezas con variaciones localizadas de materiales y propiedades químicas en un solo paso.
© 2019 Science X Network